

Si te has preguntado qué es el PLA al investigar sobre impresión 3D, estás ante el material que ha democratizado la fabricación aditiva. El ácido poliláctico —PLA por sus siglas en inglés, Polylactic Acid— es un termoplástico de origen vegetal que se ha convertido en el filamento estándar para impresoras 3D de escritorio. Su facilidad de uso, su baja toxicidad durante la impresión y su precio accesible lo sitúan como la primera opción tanto para principiantes como para profesionales que necesitan prototipado rápido sin exigencias mecánicas extremas.
Pero entender qué es el PLA en impresora 3D va mucho más allá de saber que es «el filamento fácil». Sus propiedades químicas, sus limitaciones térmicas y su comportamiento real en piezas funcionales determinan si es el material correcto para cada proyecto. Este artículo profundiza en todo lo que necesitas saber con rigor técnico.
Composición química y origen del PLA
El PLA se sintetiza a partir de monómeros de ácido láctico obtenidos por fermentación de almidones vegetales, generalmente maíz, caña de azúcar o tapioca. El proceso industrial predominante es la polimerización por apertura de anillo (ring-opening polymerization) del lactida, un dímero cíclico del ácido láctico. Este método, desarrollado y perfeccionado por empresas como NatureWorks LLC —el mayor productor mundial de PLA con una capacidad de producción de más de 150.000 toneladas anuales según datos de la propia compañía actualizados a 2024—, permite obtener cadenas poliméricas de alto peso molecular con propiedades mecánicas competitivas.
A diferencia de los plásticos convencionales derivados del petróleo (ABS, PETG, nailon), el PLA parte de recursos renovables. Su huella de carbono en producción es significativamente menor: estudios del sector estiman que la fabricación de PLA genera entre un 40% y un 60% menos de emisiones de CO₂ que la del PET convencional. Sin embargo, esta ventaja ambiental tiene matices que abordaremos más adelante.
Propiedades técnicas del PLA para impresión 3D
Comprender las especificaciones del filamento PLA permite predecir su comportamiento en cada aplicación. Los valores pueden variar ligeramente entre fabricantes, pero los rangos aceptados por la industria son consistentes.
Propiedades mecánicas
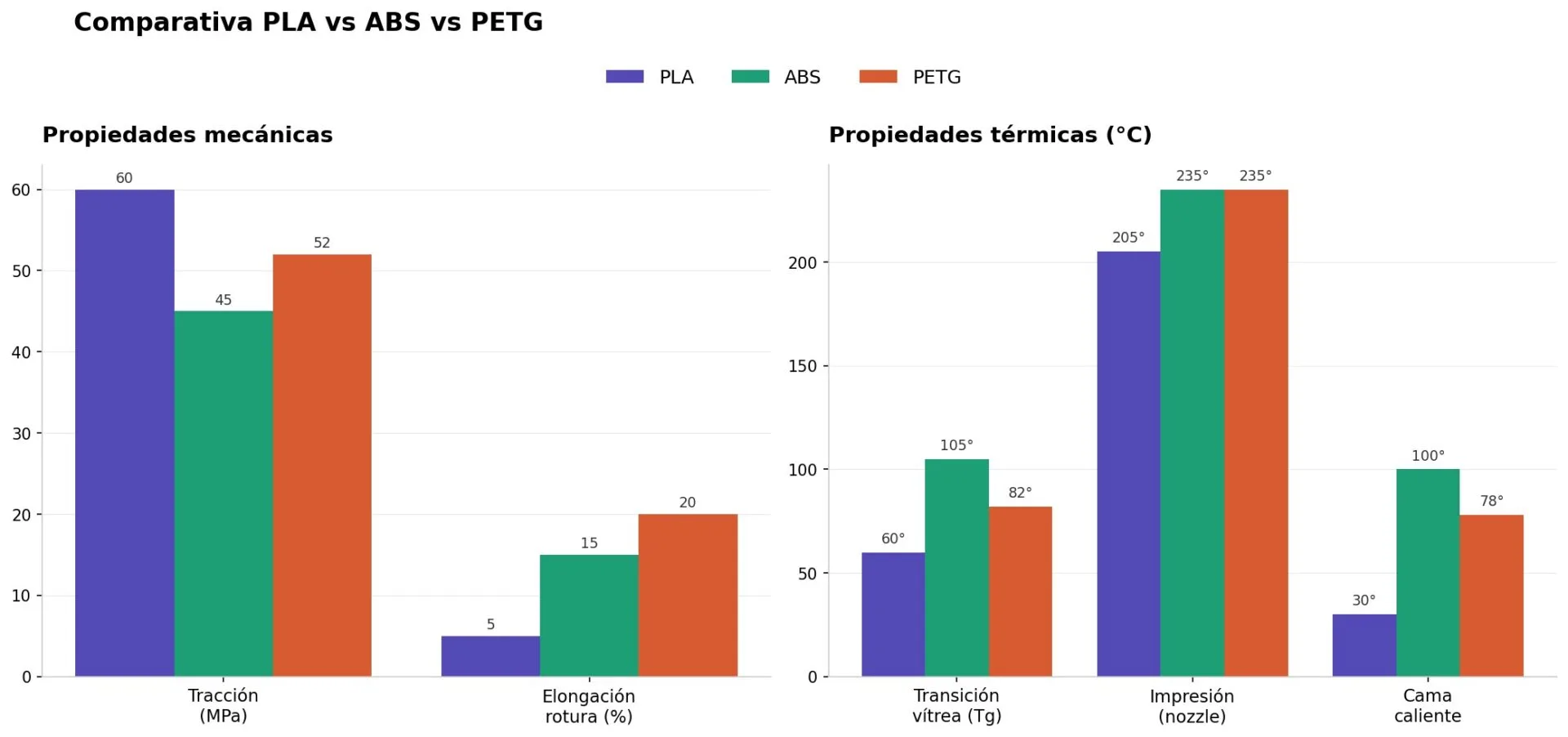
- Resistencia a la tracción: 50–70 MPa, superior al ABS (40–50 MPa) en estado rígido.
- Módulo de elasticidad (Young): 3,5–4 GPa. El PLA es notablemente rígido, lo que implica alta precisión dimensional pero baja flexibilidad.
- Elongación a la rotura: 4–6%. Es un material frágil comparado con el PETG (15–25%) o el ABS (10–20%). Las piezas sometidas a impacto o flexión repetida tienden a fracturarse en lugar de deformarse.
- Dureza Shore: 80–85D.
Propiedades térmicas
- Temperatura de transición vítrea (Tg): 55–65 °C. Este es el dato crítico que los profesionales del sector destacan: el PLA comienza a reblandecerse a temperaturas relativamente bajas. Una pieza expuesta al sol dentro de un coche en verano (fácilmente 70–80 °C) se deformará.
- Punto de fusión: 150–180 °C dependiendo de la cristalización.
- Temperatura de impresión (nozzle): 190–220 °C.
- Temperatura de cama caliente: 0–60 °C (muchos usuarios imprimen sin cama caliente).
Propiedades de impresión
En la práctica, el PLA es el filamento más tolerante en términos de parámetros de impresión. No requiere cámara cerrada, apenas genera warping (deformación por contracción), y su contracción volumétrica es mínima (0,3–0,5% frente al 0,7–1% del ABS). Esto se traduce en piezas con alta fidelidad dimensional, especialmente relevante en prototipado de encajes mecánicos y modelos arquitectónicos.
La velocidad de impresión óptima oscila entre 40 y 70 mm/s para la mayoría de geometrías, aunque impresoras modernas con firmware Klipper y extrusores de alto flujo alcanzan velocidades de 150+ mm/s con PLA de alta velocidad (High Speed PLA), una variante reformulada que ha ganado tracción considerable en 2024 y 2025.
Variantes de PLA disponibles en el mercado
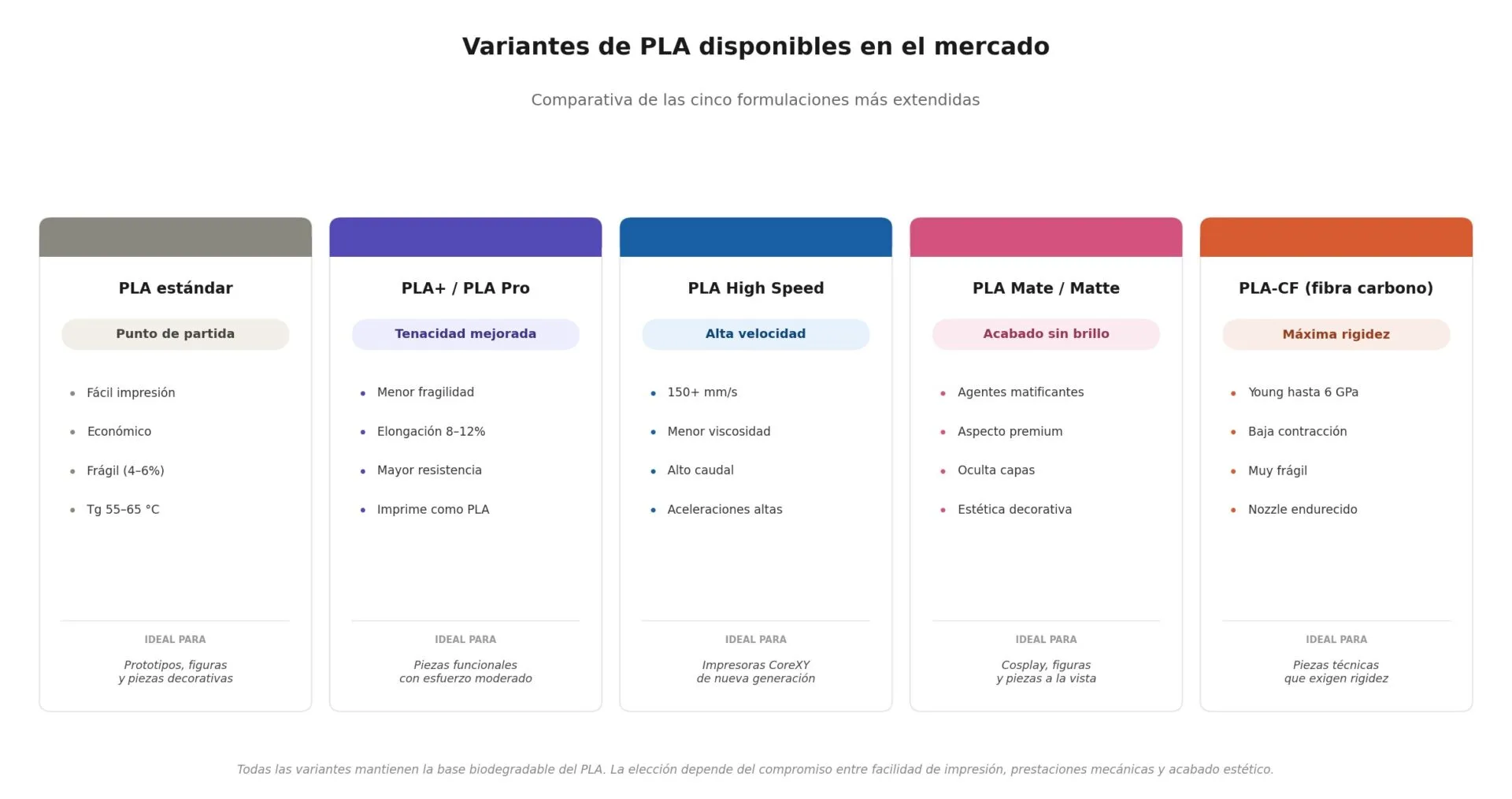
El PLA estándar es solo el punto de partida. La industria ha desarrollado múltiples formulaciones que amplían sus prestaciones:
- PLA+/PLA Pro: formulaciones con aditivos que mejoran la tenacidad y reducen la fragilidad. Los expertos recomiendan estas variantes cuando la pieza va a soportar algún esfuerzo mecánico moderado. La mejora en elongación a la rotura puede alcanzar el 8–12%.
- PLA High Speed: diseñado para extrusión a alto caudal. Menor viscosidad en fundido, compatible con aceleraciones agresivas.
- PLA Mate/Matte: contiene agentes matificantes que eliminan el brillo superficial. Muy utilizado en figuras, cosplay y piezas decorativas.
- PLA con fibras: reforzado con fibra de carbono, madera, cobre u otros materiales. Altera las propiedades mecánicas y la estética, pero requiere boquilla endurecida (acero o rubí) porque las fibras son abrasivas.
- PLA-CF (fibra de carbono): mejora la rigidez (módulo de Young hasta 6 GPa) y reduce la contracción, a costa de mayor fragilidad y desgaste del nozzle.
Aplicaciones reales: dónde destaca y dónde no usar PLA
Aplicaciones ideales
- Prototipado rápido visual y dimensional: el PLA ofrece la mejor relación entre fidelidad dimensional, calidad superficial y coste. Estudios de diseño industrial y departamentos de ingeniería lo utilizan a diario para validar geometrías antes de producción.
- Modelos arquitectónicos y maquetas: la baja contracción y la capacidad de reproducir detalles finos lo convierten en el estándar del sector.
- Educación y entorno maker: la ausencia de emisiones nocivas significativas (a diferencia del ABS, que libera estireno) lo hace apto para aulas y espacios domésticos sin ventilación especializada.
- Figuras, cosplay y arte: excelente acabado con postprocesado de lijado y pintura.
- Útiles de taller no sometidos a calor: plantillas, guías, soportes organizadores.
Aplicaciones donde el PLA no es adecuado
- Piezas expuestas a temperatura superior a 50–55 °C: el interior de vehículos, cercanía a fuentes de calor, exteriores en climas cálidos.
- Componentes sometidos a impacto repetido: la fragilidad inherente provoca fallos catastróficos sin deformación previa.
- Piezas en contacto prolongado con agua o humedad: el PLA absorbe humedad y se degrada (hidrólisis) a medio-largo plazo. Nuestra experiencia indica que piezas en exteriores pierden integridad mecánica visible en 6–18 meses.
PLA y biodegradabilidad: la realidad frente al marketing
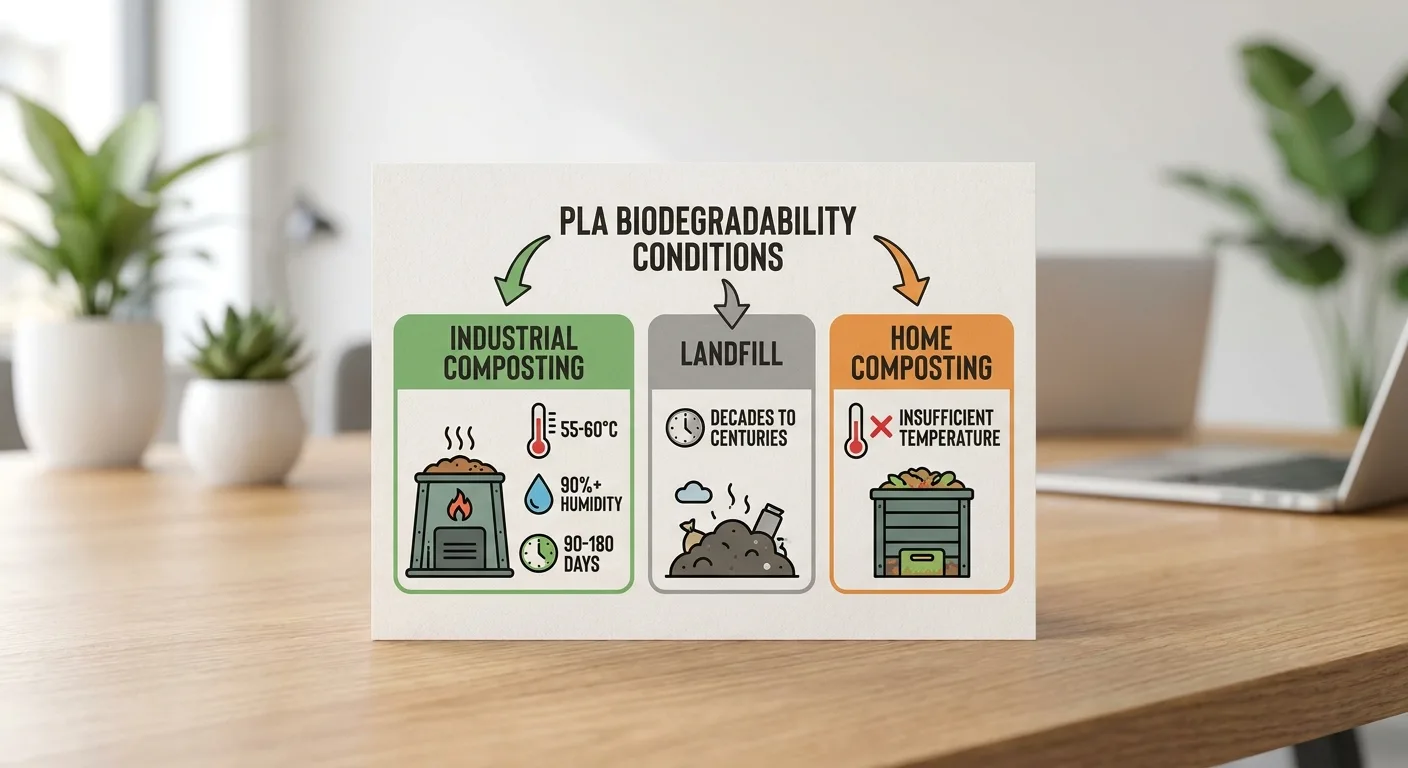
Uno de los mayores malentendidos sobre qué es el PLA gira en torno a su supuesta biodegradabilidad. El PLA es técnicamente compostable, pero solo bajo condiciones industriales específicas: temperaturas sostenidas de 55–60 °C, humedad controlada superior al 90% y presencia de microorganismos activos durante un periodo de 90 a 180 días, según la norma europea EN 13432 y la norma ASTM D6400.
En un vertedero convencional, una pieza de PLA puede tardar décadas o incluso siglos en degradarse, un comportamiento similar al de plásticos convencionales. En compostaje doméstico, las temperaturas raramente alcanzan los umbrales necesarios. Organizaciones como la European Bioplastics Association insisten en distinguir entre «biodegradable» y «compostable industrialmente» para evitar greenwashing.
Este matiz tiene implicaciones prácticas: los restos y piezas fallidas de PLA no deben tirarse al contenedor de orgánicos ni al de plásticos convencionales en la mayoría de municipios. Los profesionales del sector acumulan residuos de PLA para recicladores especializados o los reutilizan mediante trituradoras y extrusoras de filamento de escritorio, una tendencia creciente en fablabs y makerspaces.
Cómo almacenar y conservar el filamento PLA
El PLA es higroscópico: absorbe humedad ambiental. Un filamento expuesto a humedad relativa elevada durante semanas presenta síntomas claros durante la impresión: popping (burbujas que estallan en el nozzle), superficie rugosa, adherencia entre capas deficiente y fragilidad aumentada. En climas húmedos (humedad relativa superior al 60%), la degradación del filamento puede ser perceptible en tan solo 2–4 semanas sin protección.
Las prácticas recomendadas por fabricantes como Bambu Lab, Polymaker y Prusament incluyen:
- Almacenar las bobinas en contenedores herméticos con gel de sílice (bolsas desecantes).
- Utilizar dry boxes activas con calefacción para impresión directa desde el contenedor sellado.
- Secar filamento húmedo en un deshidratador de alimentos o un secador de filamento dedicado a 45–50 °C durante 4–6 horas.
- Evitar temperaturas de secado superiores a 55 °C, ya que se acercan a la temperatura de cristalización del filamento y pueden deformar la bobina convirtiéndola en un bloque solido.
PLA frente a otros filamentos: comparativa técnica
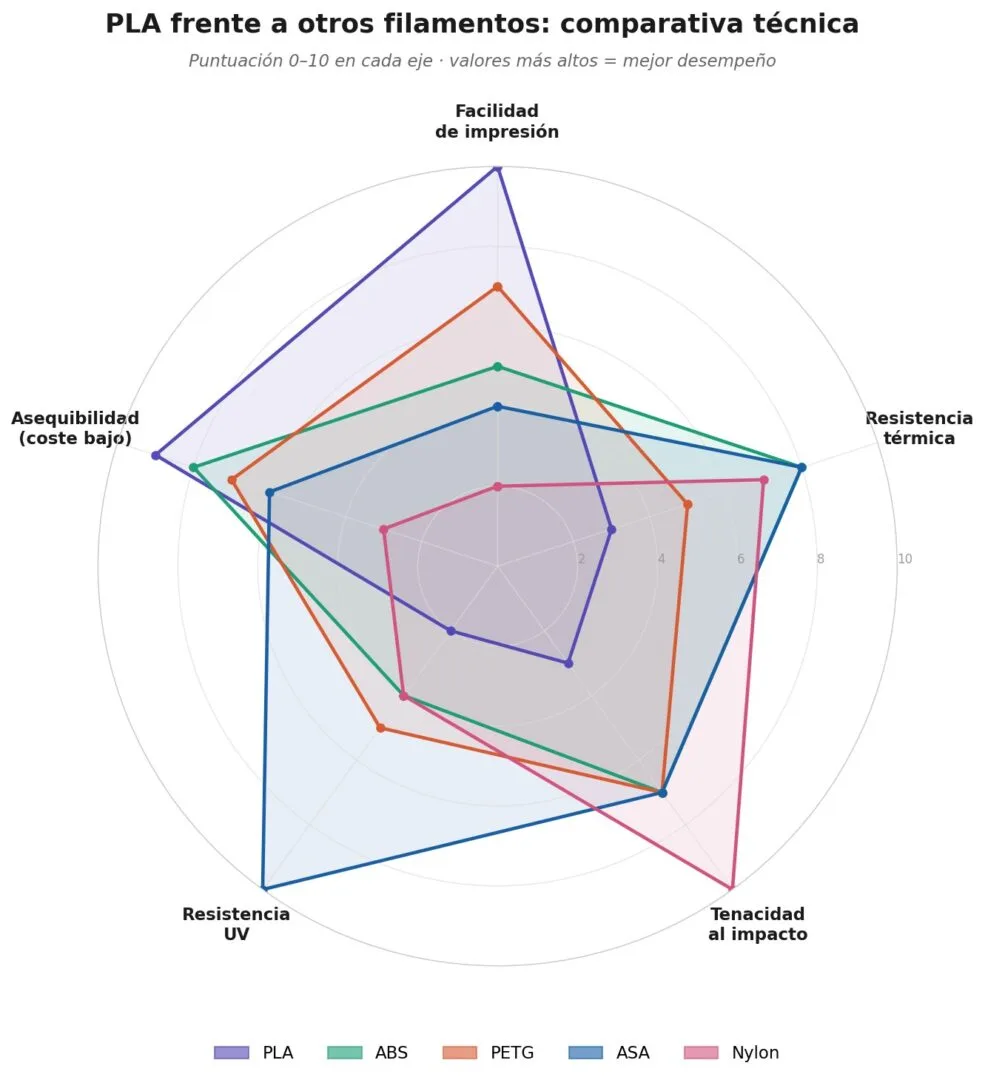
La elección de material depende siempre del contexto de uso. Esta comparativa resume los escenarios donde cada filamento prevalece:
- PLA vs ABS: el PLA gana en facilidad de impresión, precisión dimensional y ausencia de olores. El ABS gana en resistencia térmica (Tg ≈ 105 °C), tenacidad al impacto y posibilidad de suavizado con vapor de acetona. El ABS requiere cámara cerrada para piezas grandes.
- PLA vs PETG: el PETG ofrece mejor resistencia química, mayor elongación a la rotura y una Tg de 80 °C. El PLA ofrece mejor calidad superficial, mayor rigidez y menores complicaciones de stringing (hilos). El PETG es preferible para piezas funcionales de uso general.
- PLA vs ASA: el ASA es la alternativa al ABS con resistencia UV para exteriores. El PLA no resiste rayos UV a largo plazo (amarillea y se vuelve quebradizo). Para piezas de exterior, el ASA es claramente superior.
- PLA vs Nylon (PA): el nylon ofrece flexibilidad, resistencia a la fatiga y al impacto en otro nivel. Sin embargo, es extremadamente higroscópico, difícil de imprimir y considerablemente más caro. El PLA no compite en aplicaciones funcionales exigentes.
Tendencias del PLA en 2025 y más allá
El mercado global de PLA para impresión 3D sigue en expansión. Estudios del sector proyectan que la demanda de filamentos PLA crecerá a una tasa anual compuesta (CAGR) del 15-20% hasta 2028, impulsada por la adopción de impresoras 3D de escritorio en pequeñas empresas y entornos educativos.
Tres tendencias técnicas definen la evolución actual del PLA:
- PLA de alta temperatura (HT-PLA): variantes que, tras un proceso de recocido (annealing) en horno a 80–110 °C, cristalizan y elevan su temperatura de deflexión térmica (HDT) hasta 120–140 °C. Esto resuelve parcialmente la mayor limitación del PLA estándar, aunque el recocido implica contracción dimensional que debe compensarse en el diseño.
- Formulaciones de mayor tenacidad: aditivos elastoméricos que reducen la fragilidad sin sacrificar la facilidad de impresión. Varios fabricantes han lanzado «PLA Tough» o «PLA Impact» en 2024 con elongaciones a la rotura del 15–20%.
- Reciclaje en circuito cerrado: iniciativas como las de Refil (Países Bajos) que producen filamento PLA a partir de residuos de impresión y vasos de PLA postconsumo. La calidad del filamento reciclado ha mejorado sustancialmente y ya es viable para muchas aplicaciones no estructurales.
Errores comunes al imprimir con PLA
A pesar de su reputación de material fácil, el PLA tiene sus particularidades. Los errores más frecuentes que observamos en la práctica son:
- Temperatura del nozzle demasiado alta: por encima de 220 °C, muchos PLAs generan stringing excesivo, degradación del pigmento y obstrucciones por carbonización en el hotend. Cada marca tiene su rango óptimo; las torres de temperatura (temp towers) son imprescindibles al cambiar de proveedor.
- Ventilación de capa desactivada: el PLA necesita refrigeración activa agresiva (ventilador de capa al 80–100%) desde la segunda o tercera capa para evitar deformación en voladizos y puentes. Sin ventilador, los overhangs colapsan.
- Almacenamiento descuidado: como se ha detallado, la humedad arruina el filamento. El síntoma más sutil es la pérdida de resistencia entre capas sin cambios visibles en la pieza.
- Asumir resistencia mecánica que no tiene: diseñar piezas funcionales con paredes de 1–2 perímetros y 15% de relleno puede funcionar en ABS o PETG por su ductilidad, pero en PLA esas mismas piezas se rompen con facilidad ante cargas puntuales.
Preguntas frecuentes sobre qué es el PLA
¿El PLA es tóxico durante la impresión?
El PLA emite niveles muy bajos de compuestos orgánicos volátiles (VOCs) y partículas ultrafinas durante la impresión FDM. Estudios publicados por el Georgia Institute of Technology y el National Institute of Standards and Technology (NIST) indican que las emisiones del PLA son significativamente menores que las del ABS. Aun así, los profesionales del sector recomiendan ventilación básica en cualquier espacio de impresión, especialmente si se opera múltiples impresoras simultáneamente.
¿Puedo usar PLA para piezas de exterior?
No es recomendable para uso prolongado. El PLA se degrada por radiación UV (pérdida de propiedades mecánicas y decoloración) y por hidrólisis con humedad ambiental. Para exteriores, el ASA o el PETG son opciones muy superiores.
¿Qué diferencia hay entre PLA y PLA+?
El PLA+ es una designación comercial (no estandarizada) que generalmente indica una formulación con mayor tenacidad y resistencia al impacto que el PLA puro. Los aditivos específicos varían entre fabricantes, lo que significa que un PLA+ de una marca puede comportarse de forma distinta al de otra. Los expertos recomiendan consultar las fichas técnicas (TDS) del fabricante concreto en lugar de asumir propiedades uniformes.
¿El PLA se puede reciclar?
Sí, pero no en los circuitos municipales de reciclaje convencional. El PLA tiene código de resina 7 («otros») y su presencia contamina flujos de reciclaje de PET. Puede reciclarse mecánicamente (triturado y reextrusión) en circuitos especializados o mediante compostaje industrial. A nivel doméstico, trituradoras como la Filabot o la 3devo permiten fabricar filamento a partir de piezas de PLA fallidas.
Fuentes y referencias
- Polylactic Acid (PLA): Synthesis, Properties, and Applications in 3D Printing — Proporciona fundamentos científicos sobre la síntesis, propiedades mecánicas y térmicas del PLA, validando los datos técnicos del artículo con literatura peer-reviewed.
- Life Cycle Assessment of Polylactic Acid Production and Environmental Impact — Respalda las afirmaciones sobre la huella de carbono del PLA y sus ventajas ambientales comparado con plásticos convencionales derivados del petróleo.
- Polylactic Acid – Composición, Propiedades y Aplicaciones — Ofrece contexto general sobre la definición, composición química y procesos de polimerización del PLA para lectores que necesiten introducción enciclopédica.
- Ring-Opening Polymerization Patents for PLA Manufacturing — Documenta las patentes de procesos de fabricación de PLA, incluyendo los métodos desarrollados por NatureWorks LLC mencionados en el artículo. (Google Patents)
Preguntas frecuentes
¿El PLA es tóxico durante la impresión?
El PLA emite niveles muy bajos de compuestos orgánicos volátiles y partículas ultrafinas, significativamente menores que el ABS. Aun así, se recomienda ventilación básica, especialmente con múltiples impresoras funcionando a la vez.
¿Puedo usar PLA para piezas de exterior?
No es recomendable para uso prolongado. El PLA se degrada por radiación UV y por hidrólisis con humedad ambiental. Para exteriores, el ASA o el PETG son opciones superiores.
¿Qué diferencia hay entre PLA y PLA+?
El PLA+ es una designación comercial no estandarizada que indica mayor tenacidad que el PLA puro. Los aditivos varían entre fabricantes, por lo que conviene consultar la ficha técnica (TDS) de cada marca concreta.
¿El PLA se puede reciclar?
Sí, pero no en circuitos municipales convencionales. Tiene código de resina 7 y contamina flujos de PET. Se recicla mecánicamente en circuitos especializados, mediante compostaje industrial o con equipos domésticos de triturado y reextrusión.
¿Qué temperatura soporta el PLA?
El PLA estándar comienza a reblandecerse a 55-65 °C (temperatura de transición vítrea). Las variantes HT-PLA, tras un proceso de recocido en horno, pueden soportar hasta 120-140 °C.
